
浙江德遠管業有限公司 不銹鋼管件|不銹鋼預制化管件|非標定制管件|耐高溫專用不銹鋼管件
15558786388


2025-09-08 00:42:54
熱壓彎頭的制造工藝是其明顯優勢的重要來源。這種彎頭主要通過熱壓工藝制造而成,其生產過程涵蓋了多個關鍵步驟。首先,將管材加熱至臨界溫度以上,使其達到塑性狀態,這一過程需要精確控制加熱溫度和時間,以確保材料的性能得到充分優化。隨后,將加熱后的管材放入模具中,通過施加高壓使其變形,形成所需的彎頭形狀。在這一過程中,壓力的大小和分布需要精確控制,以確保彎頭的壁厚均勻,避免出現局部過厚或過薄的情況。接下來,經過冷卻和后續處理,彎頭成型。這種工藝不僅能夠確保彎頭的壁厚均勻,還能有效提高材料的強度和韌性,使其能夠承受更高的壓力和溫度。與傳統的鑄造或鍛造工藝相比,熱壓工藝無需管坯作原料,可節約制管設備及模具費用,且能生產出任意直徑而壁厚相對較薄的彎頭。此外,熱壓工藝還能減少加工時間和能耗,提高生產效率,降低生產成本,使得熱壓彎頭在市場上更具競爭力。溝槽彎頭采用獨特的溝槽連接方式,其原理基于機械鎖緊與密封結合的設計。非標彎頭采購
鍛造彎頭具備優良的機械性能。經過鍛造和熱處理后,其內部金屬組織緊密,晶粒均勻細小,這賦予彎頭出色的強度和韌性。在承受管道系統內的壓力、沖擊力以及振動時,鍛造彎頭能夠憑借較高的強度有效抵抗變形與破裂,保障管道系統的結構完整性。同時,良好的韌性使其在面對溫度變化、應力集中等情況時,不易發生脆裂現象。無論是輸送高壓流體的工業管道,還是需要頻繁承受機械振動的設備連接管道,鍛造彎頭都能穩定發揮作用。其抗疲勞性能也較為突出,在長期循環載荷作用下,仍能保持良好的性能狀態,減少因疲勞損傷導致的故障發生概率,為管道系統的**、穩定運行提供有力支撐。浙江不銹鋼F310S彎頭費用鑄造彎頭在成本方面具有明顯的優勢,這使其在許多項目中成為理想的選擇。

鑄造彎頭的生產過程涵蓋了從原材料熔煉到成品加工的多個環節。首先,將精選的金屬原料放入熔爐中進行高溫熔煉,這一過程需要精確控制溫度和時間,以確保金屬成分的均勻性和純凈度。隨后,將熔化的金屬液體澆注到預先設計好的模具中,模具的形狀和尺寸直接影響彎頭的成品形狀和規格。在冷卻凝固過程中,需要嚴格監控冷卻速度,防止因冷卻過快或過慢而產生內部缺陷,如縮孔、裂紋等。冷卻后的彎頭毛坯還需經過機械加工,去除多余的金屬,確保尺寸精度。接下來,通過熱處理工藝,進一步優化彎頭的力學性能,提高其強度和韌性。這種復雜的生產工藝使得鑄造彎頭能夠滿足各種復雜工況的需求,同時保證了產品的高質量和高可靠性。此外,鑄造工藝的靈活性還允許根據不同的工程要求,快速調整模具設計,生產出各種規格和角度的彎頭,有效提高了生產效率和市場適應性。
熱成型彎頭在多個領域有著廣闊的應用場景。在石油化工行業,用于連接復雜的管道系統,適應高溫、高壓、強腐蝕性介質的輸送需求,確保化工生產過程中物料傳輸的**穩定。例如在煉油裝置中,熱成型彎頭連接各個反應塔和輸送管道,保障油氣在不同設備間的順利流轉。在電力行業,特別是火力發電的蒸汽管道系統中,熱成型彎頭能夠承受高溫蒸汽的沖刷和壓力變化,實現蒸汽的轉向和傳輸,為發電設備的正常運行提供可靠保障。在城市供熱系統里,熱成型彎頭連接供熱管道,在高溫熱水的循環過程中,憑借其良好的密封性和抗變形能力,保證熱量的有效輸送,滿足居民和企業的供暖需求。無縫管彎頭的質量把控是確保其性能的關鍵環節。
焊接彎頭的制作工藝具有較高靈活性。它通常采用管材切割、彎曲后再進行焊接成型的方式。在制作過程中,根據不同的管徑、壁厚和彎曲角度要求,選擇合適的管材作為基礎材料。對于管徑較小、壁厚較薄的彎頭,可采用冷彎技術,通過機械裝置直接對管材進行彎曲,再將接口處精確焊接,這種方式能較好保留材料原有性能;而對于管徑較大、壁厚較厚的彎頭,多采用熱彎工藝,先將管材加熱至合適溫度,使其塑性增強,完成彎曲后,運用專業的焊接技術將各部分拼接固定。焊接工藝上,可選用氬弧焊、電弧焊等多種方式,根據材料特性和使用要求進行選擇。這種多樣化的制作工藝,使得焊接彎頭能夠滿足不同工程對管道配件的定制化需求,無論是標準規格還是特殊尺寸,都能通過焊接工藝實現生產。承插彎頭的安裝要點影響著連接效果和使用**。DN1000彎頭價錢
異徑彎頭的安裝過程相對簡單,但需要嚴格按照規范進行操作。非標彎頭采購
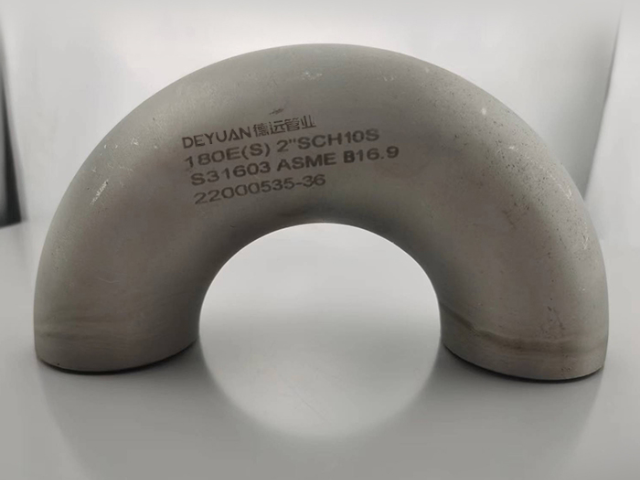
熱成型彎頭的結構設計充分考慮實際使用需求。其彎曲半徑和角度根據管道系統的設計要求定制,常見的有 90 度、45 度等標準角度,以及不同倍數的彎曲半徑。合理的彎曲半徑設計能夠有效降低介質在轉彎處的流動阻力,減少渦流產生,同時避免因彎曲半徑過小導致的管壁變薄和應力集中問題。彎頭的壁厚在成型過程中經過精確控制,在彎曲部位適當加厚,增強結構強度,以應對轉彎處較大的壓力和沖擊力。端口處采用標準的坡口設計,便于與管道進行焊接或法蘭連接,保證連接牢固且密封性良好,使熱成型彎頭能夠緊密融入各類管道系統。非標彎頭采購






